Schweißverfahren werden bereits seit dem Mittelalter eingesetzt. So haben bereits die Schmiede mit Hilfe des Feuers zwei Werkstücke miteinander verbunden. Auch damals sind die Verbindungen mit der wahrscheinlich ältesten Qualitätssicherungsprüfung untersucht worden: Der Sichtprüfung. In der heutigen Zeit haben sich die Möglichkeiten und auch Pflichten der Qualitätsprüfung deutlich erweitert. So gehören zerstörende Prüfverfahren als auch nicht zerstörende Prüfverfahren in den Schweißbetrieben zum Alltag.
Qualität hören
Neben dem Sehen des Schweißprozesses und der resultierenden Schweißnaht, hören Schweißer häufig ihrem Prozess zu, um Unregelmäßigkeiten während des Prozesses wahrzunehmen. Dazu gehören jedoch viel Erfahrung und ein besonderes Prozessverständnis. Das Wissen und die Erfahrung über die auf dem Hören basierende Prüfung kann nur schwer weitervermittelt werden und eine Wissensspeicherung ist kaum möglich. Eine Möglichkeit, das Wissen zu speichern und den Schall, der durch die Prozesse emittiert wird, auszuwerten bieten verschiedene KI-Algorithmen. Nicht erst seit dem Durchbruch der großen Large Language Models (LLM) wie ChatGPT oder Gemini bietet die KI Möglichkeiten zur Auswertung von Schallsignalen.
Schall beim Schweißen kurz erklärt
Schall und insbesondere der für den Menschen hörbare Schall wird in den meisten Fällen durch die Luft übertragen und wird daher auch Luftschall genannt. Schall ist dabei eine Druckwelle, die den statischen Luftdruck überlagert. Die zeitliche Änderung des Schalldrucks kann dabei in einem gewissen Frequenzband liegen. Dieser ist für den hörbaren Bereich zwischen 20 Hz und 20 kHz festgelegt. Zur Schalldruckmessung werden, wie auch bei der Aufzeichnung von Schall, wie etwa der Klang einer Gitarre, Mikrofone eingesetzt. Dabei gibt es für jede Anwendung verschiedene Mikrofontypen, die jeweils unterschiedlichste Eigenschaften haben und für verschiedene Einsatzzwecke konzipiert sind. Im Bereich des Schweißens werden aktuell insbesondere Kondensatormikrofone genutzt, da sie eine hohe Empfindlichkeit aufweisen und damit selbst feine Details im Schall aufzeichnen können.
Mit KI dem Wissen auf der Spur
Nach erfolgreicher Aufnahme des Schalldrucks mittels Mikrofons werden die meistens als Zeitreihen zur Verfügung stehenden Daten in den Zeit-Frequenz-Bereich überführt. Dies ermöglicht zum einen die Reduzierung der Datenmenge und zum anderen die Extrahierung von Merkmalen aus sowohl dem Frequenzbereich als auch dem Zeitbereich. Ein solches Spektrogramm ist in Abbildung 1 dargestellt.
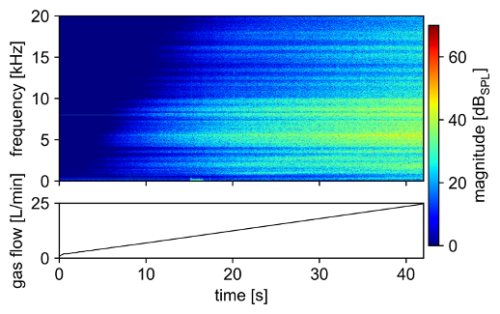
Spektrogramm des Luftschallsignals der Schutzgasströmung bei einem Schweißprozess bei variierendem Durchfluss des Schutzgases.
Es stellt den Frequenzverlauf über die Zeit einer Schutzgasströmung beim Metallschutzgasschweißen bei variierendem Durchfluss dar. Es ist klar zu erkennen, dass mit höherem Durchfluss besonders hochfrequente Anteile hinzukommen und die bereits niedrigfrequenten Anteile sich in ihrer Magnitude (Intensität) deutlich verstärken. Damit können Merkmale extrahiert werden, die es ermöglichen eine Abschätzung des Schutzgasdurchflusses vorzunehmen. Ein Versuchsaufbau zur Aufzeichnung der Luftschallemissionen ist in Abbildung 2 dargestellt. Dabei sind die Mikrofone kreisförmig um den Brenner angeordnet, um den Schall bestmöglich aufzuzeichnen. Dabei werden verschiedene Mikrofone eingesetzt, um ein optimales Ergebnis zu erhalten.
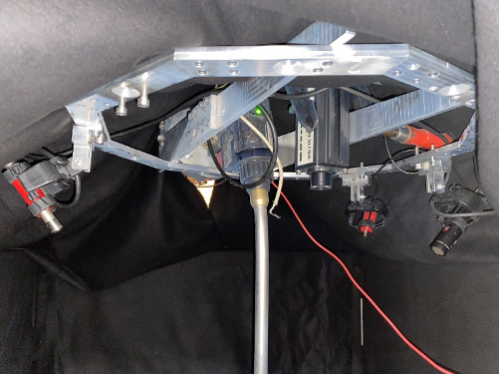
Anordnung von Mikrofonen um den Schweißprozess zur Aufzeichnung der Luftschallemissionen des MSG-Schweißens zur Abschätzung des Schutzgasdurchflusses.
Das Metallschutzgasschweißen ist dabei ein Schmelzschweißverfahren, bei dem ein Lichtbogen zwischen einer kontinuierlich geförderten Drahtelektrode (Schweißdraht) und dem Werkstück brennt. Das Schutzgas umhüllt den Lichtbogen, das abschmelzende Drahtende und das Schmelzbad und schützt es so vor der Atmosphäre. Ein ausreichender Durchfluss des Schutzgases und damit eine ausreichende Abdeckung sind essenziell für eine fehlerfreie Schweißung.
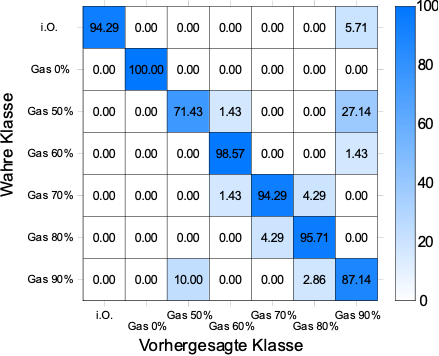
Konfusionsmatrix des selbstentwickelten CNNs zur Abschätzung des Schutzgasdurchflusses während des MSG-Schweißens
Zur Abschätzung des Schutzgasdurchflusses werden die transformierten Spektrogramme des Luftschalls als Eingabe für ein Convolutional Neural Network (CNN) herangezogen. Dies ermöglicht mit Hilfe der selbsttrainierten Filter eine Generierung vielfältiger Merkmale, die schlussendlich in einem Feedforward Neural Network (FNN) für eine Klassifizierung des Schutzgasdurchflusses genutzt werden. In Abbildung 2 ist dabei das Ergebnis der Klassifizierung als Konfusionsmatrix dargestellt. Dazu werden die vorhergesagten Werte des Netzwerks mit den tatsächlichen Werten gegenübergestellt. Somit stellen die Werte auf der Diagonalen der Matrix die richtig abgeschätzten Werte dar. Es ist zu erkennen, dass die Genauigkeit bereits sehr hoch ist und ein Großteil der falschen Vorhersagen die Nachbarklassen betreffen. Dies ist in Anbetracht der Tatsache, dass sich diese ähnlich anhören, wie es auch im Spektrogramm in Abbildung 1 ersichtlich ist, eine logische Folge.
Für eine detailliertere Betrachtung der Ergebnisse und das wissenschaftliche Vorgehen können Sie sich gerne den folgenden Artikel ansehen:
„Detecting Process Anomalies in the GMAW Process by Acoustic Sensing with a Convolutional Neural Network (CNN) for Classification“ [1]
Die Luftschallanalyse eignet sich jedoch nicht nur für die Qualitätssicherung beim Metallschutzgasschweißen, sondern auch bei anderen Fügeverfahren. So kann sie beim Rührreibschweißen eingesetzt werden, um hier Hohlräume zu erkennen, die aufgrund von Werkzeugverschleiß auftreten [2, 3]. Dabei werden ebenfalls die Luftschallemissionen während des Prozesses aufgezeichnet und mit Hilfe eines CNNs in einer ähnlichen Weise analysiert wie die Emissionen beim MSG-Schweißen.
![]() Quelle: © Pixel_B – Adobe Stock
Quelle: © Pixel_B – Adobe Stock
Fazit
Die Akustik als sensorbasierte echtzeitfähige Qualitätsprüfung ermöglicht mit Hilfe der KI eine preiswerte Sensorlösung, die dabei einfach montierbar ist. Es kann eine 100%-Prüfung für KMU geschaffen werden, die bei Bedarf durch die Schweißer selbst verifiziert werden kann, da die akustischen Aufnahmen zur Verfügung stehen. Daneben wird die beim Schweißen erforderliche Dokumentationspflicht erfüllt.
Sollten wir Ihr Interesse für die akustische Überwachung von Ihrem Prozess geweckt haben, melden Sie sich gerne bei uns. Wir hören für Sie genauer hin!
Ansprechpartner:
Maximilian Rohe
KI-Trainer Modellfabrik Vernetzung
Telefon: 03677/69-3856
E-Mail: rohe@kompetenzzentrum-ilmenau.de
Quellen
[1] Rohe, M., Stoll, B. N., Hildebrand, J., Reimann, J., & Bergmann, J. P. (2021). Detecting Process Anomalies in the GMAW Process by Acoustic Sensing with a Convolutional Neural Network (CNN) for Classification. Journal of Manufacturing and Materials Processing, 5(4), 135. https://doi.org/10.3390/jmmp5040135
[2] Grätzel, M. et al. (2022). Investigation of the Directional Characteristics of the Emitted Airborne Sound by Friction Stir Welding for Online Process Monitoring. In: da Silva, L.F.M., Martins, P.A.F., Reisgen, U. (eds) 2nd International Conference on Advanced Joining Processes (AJP 2021). Proceedings in Engineering Mechanics. Springer, Cham. https://doi.org/10.1007/978-3-030-95463-5_3
[3] Rohe, Maximilian; Sennewald, Martin; Hildebrand, Jörg; Bergmann, Jean Pierre. Akustische Kontrolle von Rührreibschweißnähten im Rahmen der Qualitätssicherung. In: DVS Congress 2023 : Große Schweißtechnische Tagung : DVS Campus : Kurzfassungen der Vorträge der Veranstaltung in Essen vom 11. bis 14. September 2023 (Langfassungen der Beiträge auf USB-Karte) – DVS Congress (Essen, 11.-14.09.2023); Große Schweißtechnische Tagung (Essen, 11.-14.09.2023); DVS Campus (Essen, 11.-14.09.2023) – In: DVS-Berichte – Düsseldorf: DVS Media, 1967, Vol. 389, pp. 641 – 649
Bildquellen
- Schweißnähte unterschiedlicher Qualität: © Pixel_B – Adobe Stock
- Schweißer im Stahlbau: © industrieblick – Adobe Stock